
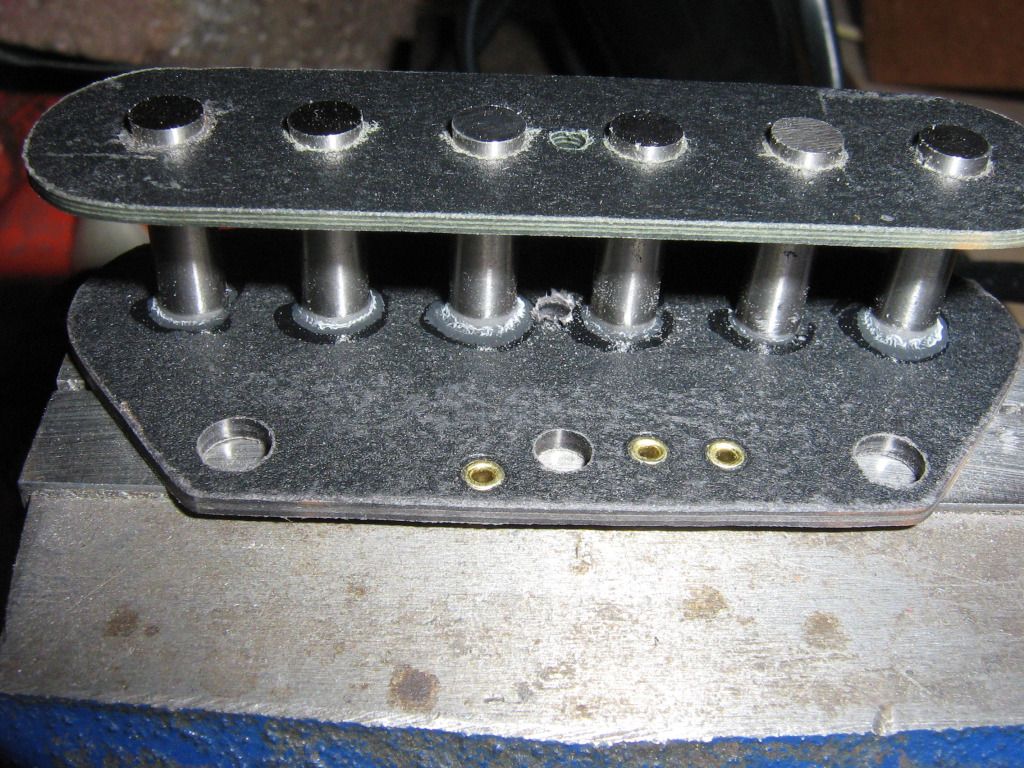
Here we have the assembled flatwork sitting on my vice ... having just had its eyelets set in ... yes three!


The hookup wires are added and the baseplate earth link. you can see I've string wrapped the coil to protect it too.


Here are the batch of three produced together (one Thames Delta, one HardMan and our customer's Diesel Tap) awaiting potting ... dummy short screws are used to keep the base plates aligned while in the hot beeswax/paraffin wax mix .

And the customer's 'Tap' emerges from the potting bath ...

It's cooled for an hour or so, before being checked electrically and having it's signed serial number applied ...
Then it'll join it's HardMan neck pickup and custom loom to be dispatched to the customer!
No comments:
Post a Comment